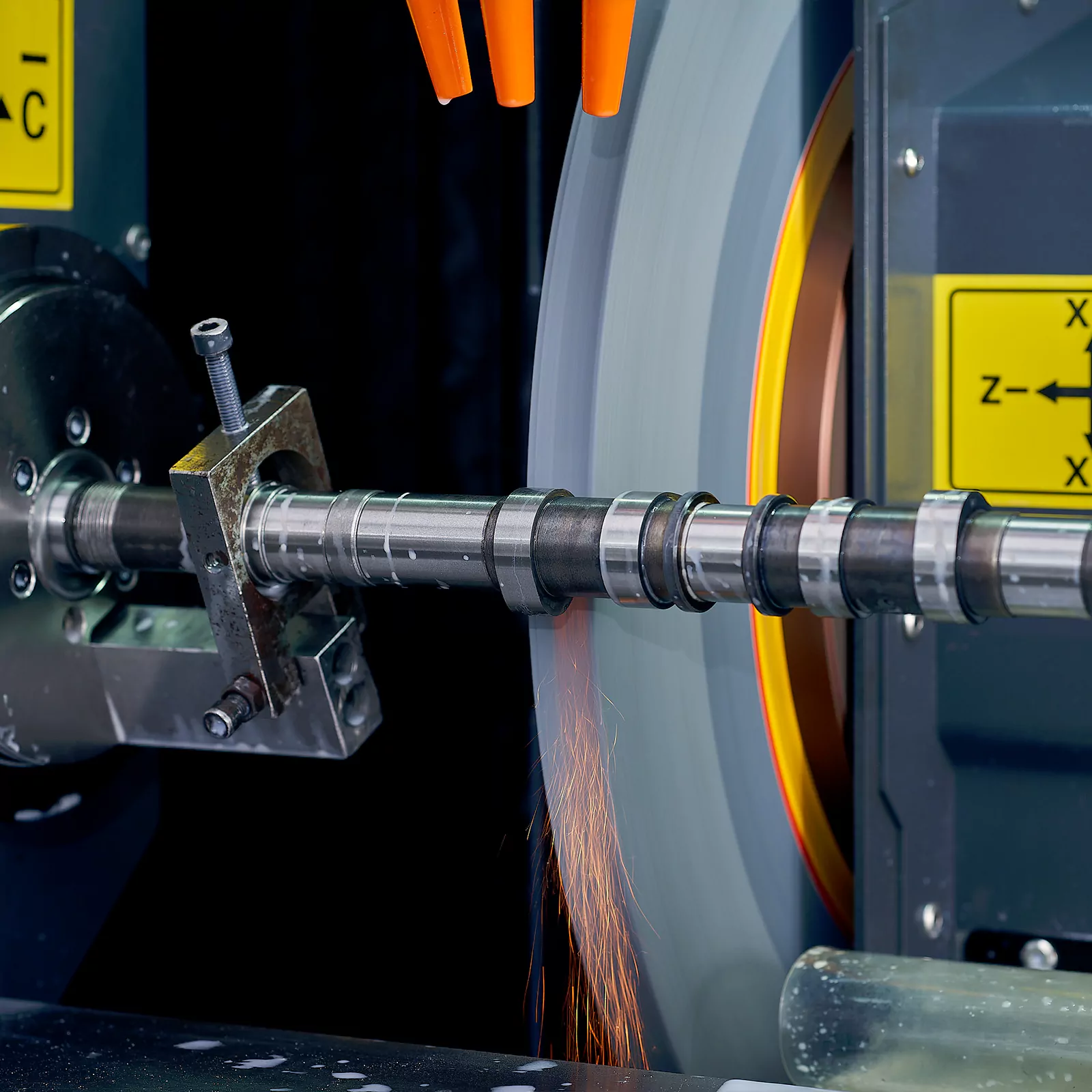
高速高精密随动磨床





- 机床结构布局合理,整体干湿分离防护,维护方便符合人机工程要求。
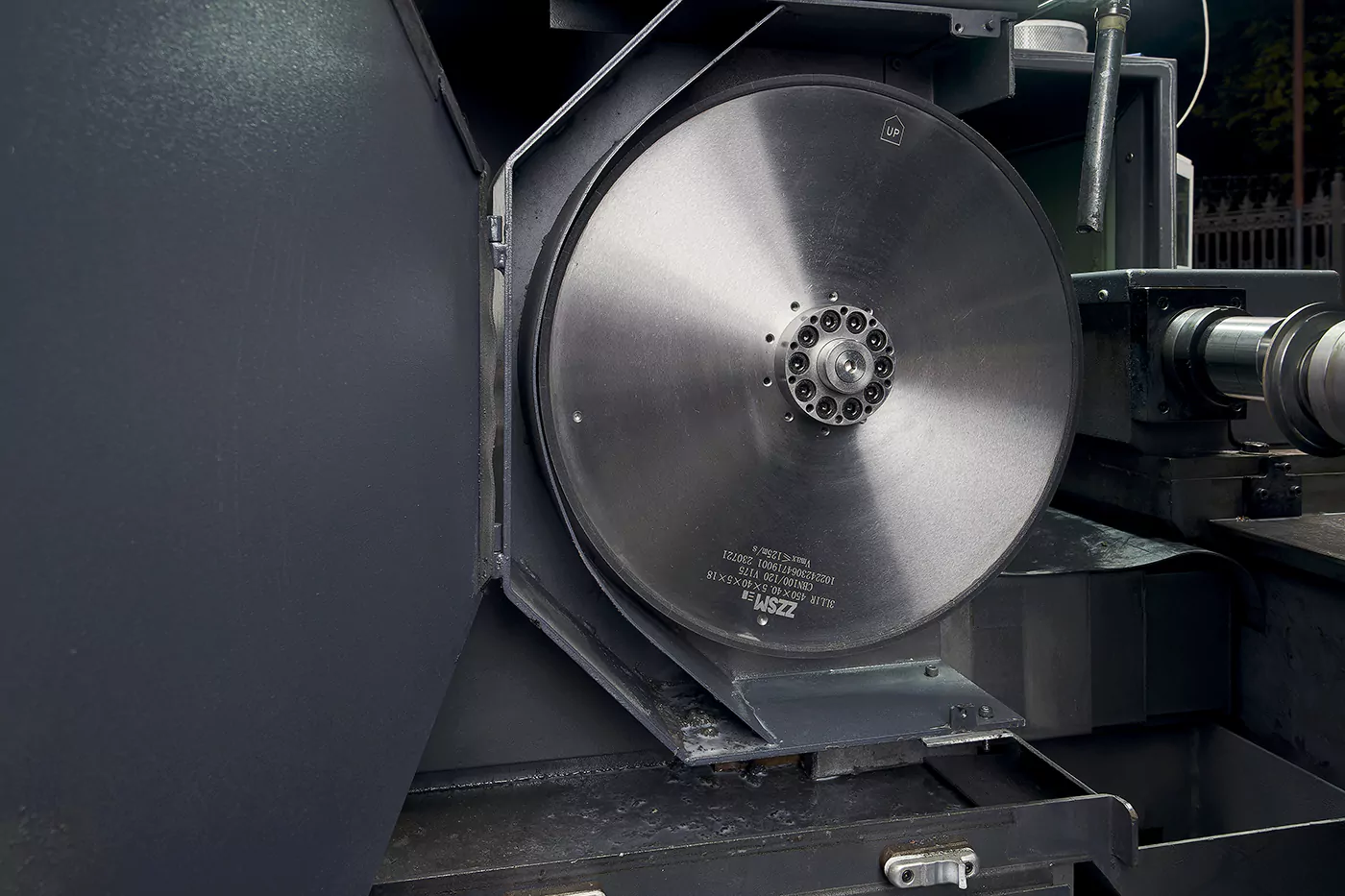
- 砂轮主轴采用动静压电主轴回转精度高,刚性强;CBN 砂轮线速度可达120m/s。
- 采用工作台固定,砂轮架、十字滑台后置移动的形式,实现砂轮架进给及移动(X,Z轴)。
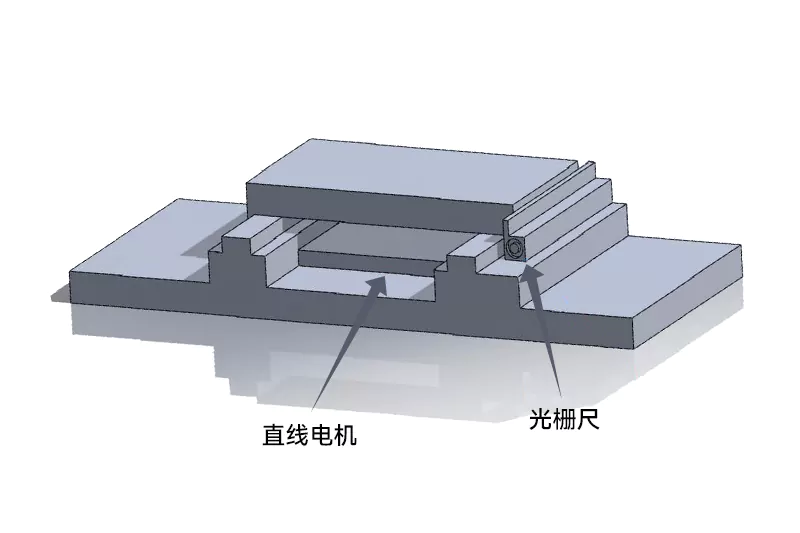
- 砂轮架进给(X轴)为直线伺服电机直接驱动,配绝对值光栅尺,最高快进速度可达40m/min,满足运动精度。
- 砂轮架滑台移动(Z轴)为交流伺服-滚珠丝杠副驱动。
- 工件回转轴(C轴)采用高精度轴承主轴结构、力矩电机配绝对值圆光栅实现闭环反馈控制,达到高的回转精度和定位精度。
- 配置先进的主动测量装置,实现磨削加工的全闭环控制。
- 配备随动磨削软件和用户磨削界面软件,方便用户操作。
产品视频
产品特点
稳定高效的磨削
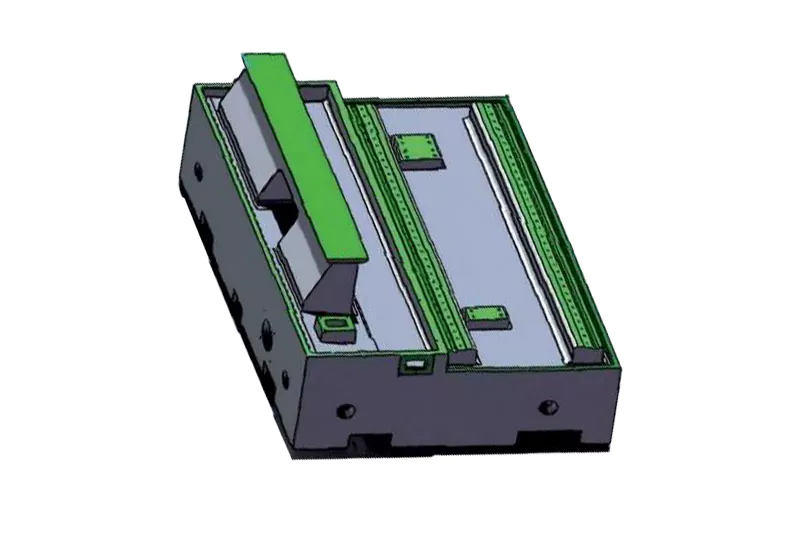
高刚性床身
为了让机床长期可以高效高精度磨削,本机床采用高刚性构造,降低机床变型,保持长久稳定的加工精度。
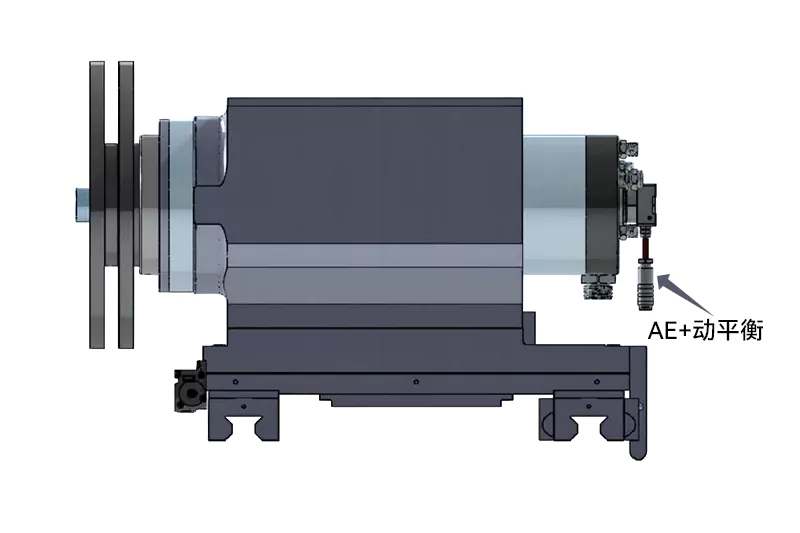
高稳定、低振动砂轮主轴
采用动静压砂轮电主轴,配内置式在线动平衡+AE,实时保证砂轮的平衡,减少砂轮主轴振动,提高磨削质量,方便更换砂轮,实现了防碰撞、消空程功能。
高效生产
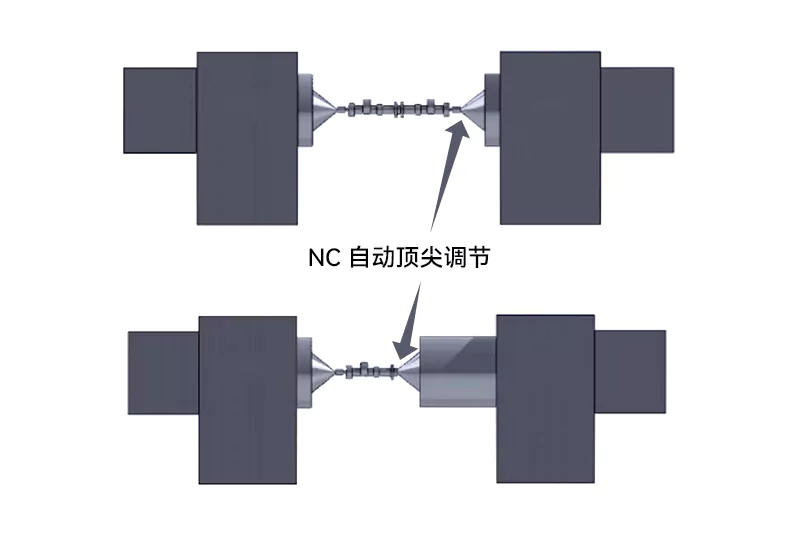
可编程智能尾座
可轻松应对不同产品的更换,通过此项技术可大大缩短换工件的效率,从而提高生产效率。可感知工件是否正确定位,确保人身、机床安全。
高效直线电机
自动砂轮修整判断
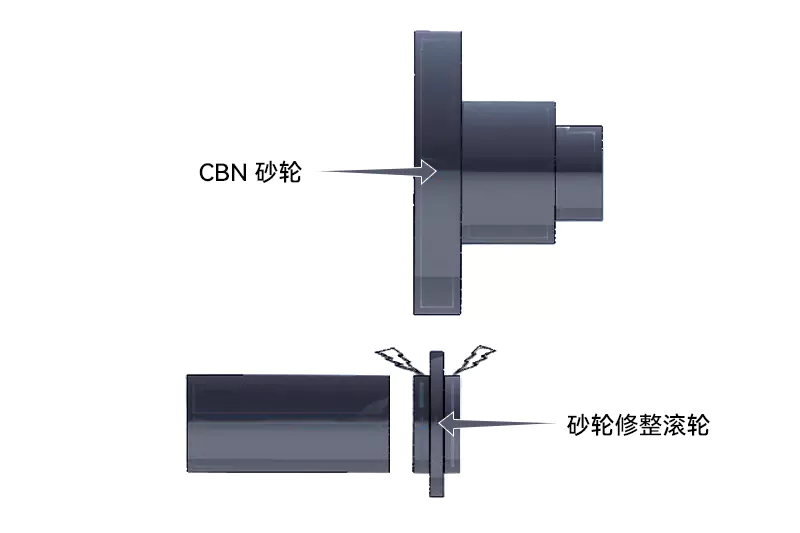
滚轮和砂轮直接接触
通过动平衡的振动+AE 传感器,实时反馈砂轮的修整状态,从而自动判断砂轮的修整状态,减少砂轮的损耗及修整时间。
安全节能,使用更放心
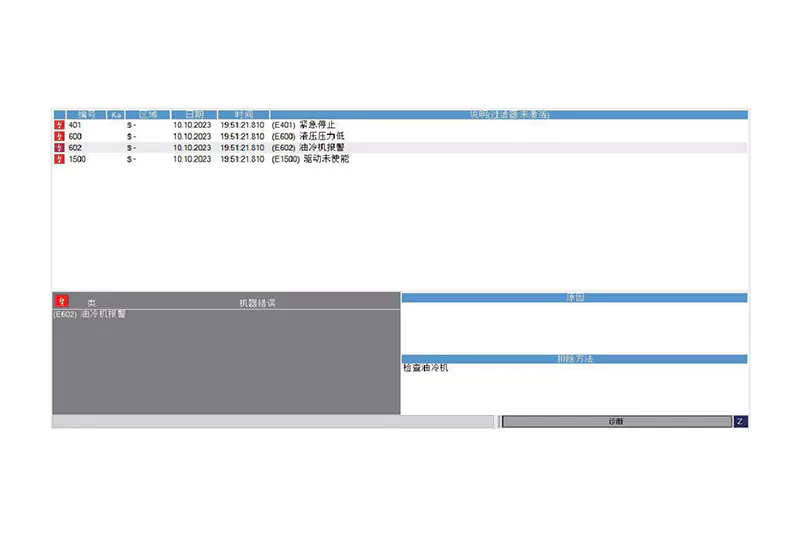
发生异常时简单的诊断功能
NC 系统发生故障时可通过界面上的监控界面初步整断有问题的地方, 节省维修判断的时间。


机床机械规格
| 项 目 | 单位 | GMC30-60系列 | GMG30-60系列 | |
| 最大磨削长度 | mm | 600 | 600 | |
| 顶尖高度 | mm | 160 | 160 | |
| 最大磨削直径 | mm | φ300 | φ300 | |
| 砂轮 | 外径 | mm | φ350/φ450 | φ600 |
| 最大宽度 | mm | 60 | 70 | |
| 线速度 | m/s | 110/120 | 40 | |
| 砂轮台 | 进给方式 | 直线电机 | 滚珠丝杆 | |
| 快速进给速度 | m/min | 30 | 20 | |
| 最小设定单位 | mm | 0.0001 | 0.001 | |
| z轴滑台 | 进给方式 | 导轨,滚珠丝杆 | 滚珠丝杆 | |
| 快速进给速度 | m/min | 20 | 20 | |
| 最小设定单位 | 0.0001 | 0.001 | ||
| 头架 | 工作形式 | 直驱 | 直驱 | |
| 顶尖 | 莫氏4号顶尖 | 莫氏4号顶尖 | ||
| 最高转速 | min/r | 200 | 200 | |
| 尾座 | 形式 | 伺服顶尖调距 | 伺服顶尖调距 | |
| 顶尖 | 莫氏4号顶尖 | 莫氏4号顶尖 | ||
| 顶尖行程 | mm | 90 | 90 | |
| 电机参数 | 砂轮主轴 | kw | 22 | 7.5 |
| x轴 | kw | 5 | 3.2 | |
| c轴 | kw | 5.4 | 2.5 | |
| z轴 | kw | 2.1 | 2.1 | |
| w轴 | kw | 0.75 | 0.75 | |
| 砂轮修整滚轮 | kw | 1.4 | ||
| 电源电压 | V | 380 | 380 | |
| 重量 | Kg | 7000 | 7000 | |